









??什么是圓錐破碎機?
對于礦山行業來說,圓錐破碎機很多人并不陌生,它是一種非常實用的破碎設備,廣泛運用于礦山、冶煉、建材、公路、鐵路、水利和化學工業等眾多部門,圓錐破碎機破碎比大、效率高、能耗低,產品粒度均勻,對破碎堅硬石料的鐵礦石、銅礦石、石灰石、大理石、河卵石、花崗巖等都有很好的破碎效果。下面簡單了解下多缸液壓圓錐破碎機的工作原理。
圓錐破碎機其結構主要有機架、傳動裝置(水平軸、大小齒輪)、動錐體、定錐體、偏心套、調整裝置、防塵系統、潤滑系統、液壓系統。
?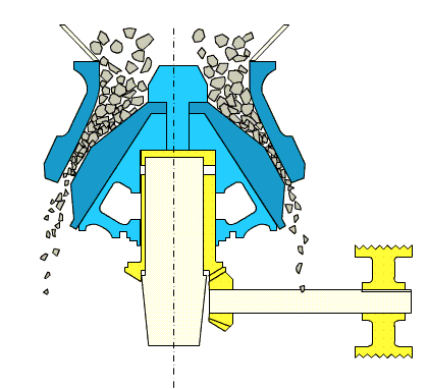
圓錐破碎機工作時,電機通過三角皮帶和皮帶輪帶動水平軸,水平軸通過大、小齒輪帶動偏心套旋轉,動錐體在偏心套的作用下產生偏心距做旋擺運動,使得破碎壁表面時而靠近定錐表面,時而遠離定錐表面,從而使石料在破碎腔內不斷地受到擠壓和沖擊而破碎。破碎后的物料在自重的作用下從破碎機下部的排料口排出。
圓錐破碎機動錐支撐在固定主軸上端的球面瓦上,下部套在偏心缸套的外面,運動是由偏心缸套直接帶動。當偏心缸套繞主軸旋轉時,動錐不僅隨偏心缸套做旋轉運動,而且還繞自己的軸線旋轉,以主軸為中心作空間旋擺運動。即動錐的運動是由兩種旋轉運動組成:進動運動或牽連運動(動錐繞機器中心線做旋轉運動)和自轉運動或相對運動(動錐繞自己的軸線做旋轉運動)。

圓錐破碎機在空載運轉情形下,動錐自轉是由球面瓦給動錐的摩擦力矩和偏心缸套給動錐的摩擦力的數值決定的,哪個力矩大,則動錐即依此力矩的方向轉動。在正常情況下動錐都是順著偏心軸套回轉方向自轉的,在有負載運轉情形下,動錐受到物料的反作用力,錐面的摩擦力矩遠超過偏心軸套對動錐產生的摩擦力矩,因此會反轉。

多缸圓錐破碎機,大多用在破碎工藝的細碎段,不僅承載破碎的主要負荷,而且也是決定產量和破碎成本的關鍵設備,決定多缸圓錐破碎機運行效率的關鍵因素有以下幾點:
1、破碎機結構優化和根據原礦性質配合合理的襯板腔型。
2、圓錐式破碎機在實際作業工況中,受設備結構、物料參數等綜合因素的共同影響,難以保證設備的最佳性能。
3、物料破碎過程中的滯留時間也決定了破碎效率。?
?
?一、物料上拱原因:
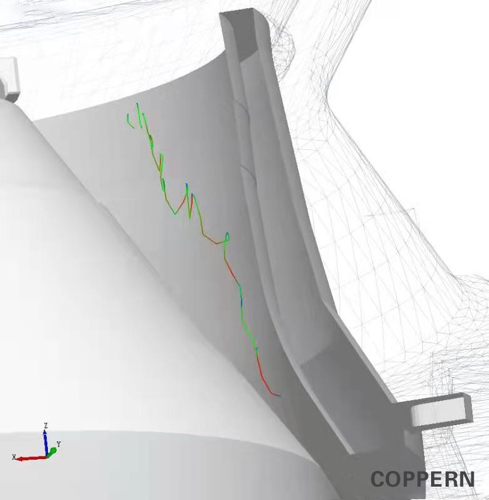
圖示為1.1s~3.4s過程中物料在破碎腔內的運動軌跡,3.4s時刻物料受擠壓產生破碎,物料滯留時間2.3s。過程中物料多次被擠壓上拱,導致物料無法快速進入擠壓區域,滯留時間長。
1、嚙角設計不合理,物料不能被往下卡住。
2、料層厚度過小,不能將在破碎腔內的物料壓實。
以上破碎軌跡顯示必須進行設備結構的優化及襯板腔型調優,從而提高破碎機的有效處理量。
?
?二、破碎機主體部件鑄造要求:
克服極強工作狀態下抗拉抗沖力以及高頻振動。鑄件要達到以下標準:
鑄件設計標準
設計標準hVDG-Data sheet P 695-1及 VDG-Data Sheet P695-2 精密鑄造技術交貨條件。
Inner Condition內部狀況
除了特別注明外, 鑄件的內部品質等級應為VDG-data sheet P695 IR III (X光檢測)。按ASTM E-192來進行評估。對于某些特別位置, 品質等級要求更高,等級要求會清晰標明在零件圖紙上。
表面狀況
生產商自主選擇采用哪一種表面檢測方法:
1、液滲透測試
除了特別注明外, 鑄件的表面品質等級應按EN 1371-2為4級,對于某些特別位置, 品質等級要求更高。等級要求會清晰標明在零件圖紙上。
2、磁粉探傷檢測
除了特別注明外, 鑄件的表面品質等級應按EN 1369為SM3, LM/AM 3級. 對于某些特別位置, 品質等級要求更高。等級要求會清晰標明在零件圖紙上。
3、氣密性
用精密鑄造生產出的鑄件必須施加鑄件壓力PN bar數的1.5倍壓力, 用水來檢查氣密性, 不能有漏液現象. 此項檢查驗貨時進行。
熱處理
精密鑄造的鑄件, 其熱處理按下列的方式來進行:
材質: 1.0619 – N (正火) 按EN 10213-2
材質: 1.4408 – AT +QW (固溶+水冷淬火) 按EN 10213-4
材質: 1.4409 – AT +QW (固溶+水冷淬火) 按EN 10213-4
材質: 1.4581 – AT +QW (固溶+水冷淬火) 按EN 10213-4
材質: WCB – N (正火) 按ASTM A 216
材質: CF3M – AT +QW (固溶+水冷淬火) ASTM A 351
材質: CF8M – AT +QW (固溶+水冷淬火) ASTM A 351
幾個爐號的鑄件可混起來, 置在同一批中進行熱處理。
應當留意鑄件置在爐子里不太好的位置也會達到要求的退火溫度。
化學成分
鑄件的化學成分必須滿足相關的材質標準(即: EN 10213-1 至 EN12013-4)。
機械性能
鑄件及試樣的機械性能必須滿足相關的材質標準(即: EN 10213-1 至 EN12013-4)。
不允許用拉伸強度來代替強度測試. 拉伸測試按EN 10002-1標準 來進行, 而沖擊測試按EN 10045-1標準來進行。
試樣的熱處理應當與它所代表的鑄件相同的方式來處理。
生產焊接
焊后一定要按相關材質標準進行熱處理, 并且材料的特性不會因此受到損害, 只有這樣才允許進行焊接。焊后必須考慮查看鑄件的內部質量及表面狀態。
對于焊接工藝, 必須根據EN288進行一有效測試。
尺寸公差
除非圖紙有特別要求, 否則尺寸公差應按VDG-data sheet P690 的D1等級, 此時公差帶的一半即為正負公差值, 例如: 公稱尺寸為33mm, 公差帶為0.8mm, 則尺寸為32.6mm~33.4mm。
表面質量
除非圖紙有特別要求, 否則表面質量應按VDG-data sheet P690 Ra (CLA) N9。
焊接件
如果鑄件成品是用焊接件焊接而成, 其設計必須根據VDG-data sheet P695 IR I (X光檢測)來達成, 品質等級按EN 1371-2(液滲透檢查) 為等級1, 及按EN1369(磁粉探傷) 為SM1, LM/AM1 等級。
三、液壓電器自動化控制系統要求高可靠性和精準控制

高可靠性液壓控制系統液壓站的作用為通過改變壓強增大作用力。一個完整的液壓站由五個部分組成,即動力元件、執行元件、控制元件、輔助元件(附件)和液壓油。一個液壓站的好壞取決于系統設計的合理性、系統元件性能的的優劣,系統的污染防護和處理,而最后一點尤為重要。按照液壓控制元件類型或控制方式不同,液壓反饋控制系統可以分為閥控系統(節流控制方式)和泵控系統(容積控制方式)。進一步按照液壓執行元件分類,閥控系統可分為閥控液壓缸系統和閥控液壓馬達系統;泵控系統可分為泵控液壓缸系統和泵控液壓馬達系統。
液壓泵內部元件過度磨損,如泵的缸體與配流盤、柱塞與柱塞孔等配合件的磨損、拉傷,使液壓泵內泄漏嚴重,當液壓泵輸出高壓、小流量油液時將產生流量脈動,引發較高噪聲。此時可適當加大先導系統變量機構的偏角,以改善內泄漏對泵輸出流量的影響。液壓泵的伺服閥閥芯、控制流量的活塞也會因局部磨損、拉傷,使活塞在移動過程中脈動,造成液壓泵輸出流量和壓力的波動,從而在泵出口處產生較大振動和噪聲。此時可對磨損、拉傷嚴重的元件進行刷鍍研配或更換處理。
高可靠性液壓控制系統的要求,一般都來自液壓行業的一流企業。
1、嚴謹的工藝設計,保證高的工作效率。
2、低噪音,結構緊湊,杜絕滲漏。
3、主要的元件為,安全穩定的系統回路。
4、動力強悍,適應高的工作頻率。
5、所有元件保證良好的互換性,保證設備高開機率。
?
四、裝配工藝的嚴謹科學性、兼顧先進性和系統性
裝配工藝體現了一個企業的整體素質,也是企業在產品中注入生命力的決定因素,每個企業均不同。
五、魁伯恩圓錐破碎機生產執行標準
魁伯恩圓錐破碎機生產執行歐盟標準,遠遠高于行業標準和國家標準。?
?
?-COPPERN-
魁伯恩公司是一家一直致力于高端裝備的工業制造公司,向礦山、骨料、回收和加工行業提供設備與服務,擁有17年深厚的服務和制造經驗,確保品牌產品的質量與性能。我們憑借獨特的專業知識與創新型解決方案,幫助客戶提高運營效率、降低風險、增加收益。同時,與一流供應商的合作為生產可靠且高性價比的產品提供了保障。在探索多缸圓錐破碎的道路上攜手同行和合作伙伴們繼續努力!
?作者:陸先滿
本篇文章由魁伯恩技術工程師陸先滿提供,詳細情況可掃描上方二維碼添加我公司公眾號咨詢。


